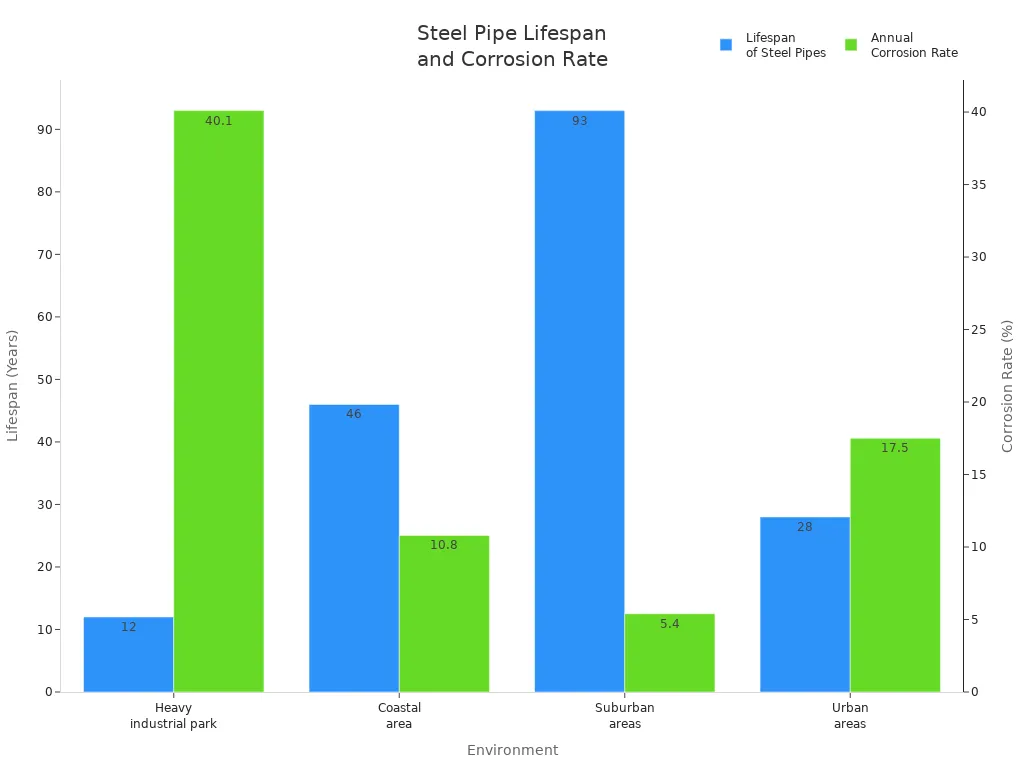
હોટ-ડિપ ગેલ્વેનાઇઝિંગનો ઉપયોગ કરીને તમે સ્ટીલના પાઈપોને કાટ લાગવાથી બચાવો છો.સ્ટીલ પાઇપ હોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનોદરેક પાઇપને ઝીંકથી ઢાંકે છે, જે કાટ સામે રક્ષણ આપે છે.પાઇપ્સ ગેલ્વેનાઇઝિંગ લાઇન્સમજબૂત, સમાન પૂર્ણાહુતિ સુનિશ્ચિત કરવામાં મદદ કરે છે. નીચે આપેલ ચાર્ટ જુઓ. તે બતાવે છે કે ગેલ્વેનાઈઝ્ડ પાઈપો વિવિધ વાતાવરણમાં કેવી રીતે લાંબા સમય સુધી ટકી રહે છે.
કી ટેકવેઝ
- હોટ-ડીપ ગેલ્વેનાઇઝિંગજાડા ઝીંક કોટિંગ લગાવીને સ્ટીલના પાઈપોને કાટથી રક્ષણ આપે છે, જે કાટ સામે અવરોધ તરીકે કામ કરે છે.
- યોગ્ય સપાટીની તૈયારીપાઈપોને સાફ કરવા અને અથાણાંથી ખાતરી થાય છે કે ઝીંક સારી રીતે ચોંટી જાય છે, જેનાથી કોટિંગમાં ખામીઓ અટકે છે.
- ગેલ્વેનાઈઝ્ડ પાઈપો લાંબા સમય સુધી ટકી રહે છે, જે ઘણીવાર 40 થી 50 વર્ષ સુધી ચાલે છે, જે તેમને વિવિધ ઉદ્યોગો માટે ખર્ચ-અસરકારક પસંદગી બનાવે છે.
સ્ટીલ પાઇપ હોટ-ડીપ ગેલ્વેનાઇઝિંગ સાધનો અને પ્રક્રિયાના પગલાં

સ્ટીલ પાઇપહોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનોસ્ટીલ પાઈપોને કાટ અને નુકસાનથી બચાવવામાં મદદ કરે છે. તમે આ સાધનોનો ઉપયોગ બાંધકામ, મશીનરી, રાસાયણિક પ્લાન્ટ અને રેલ્વે જેવા ઘણા ઉદ્યોગોમાં કરો છો. આ સાધનો 1/2 થી 10 ઇંચ વ્યાસ અને 4 થી 8 મીટર લંબાઈવાળા પાઈપોને હેન્ડલ કરે છે. તે પાઈપોને પ્રતિ ચોરસ મીટર 50 થી 400 ગ્રામ વજનના ઝીંકથી કોટ કરી શકે છે. આ સાધનો દર વર્ષે 80,000 ટન સ્ટીલ પાઈપો પર પ્રક્રિયા કરી શકે છે.
| વસ્તુ | સ્પષ્ટીકરણ |
|---|---|
| સામગ્રી | સ્ટીલ વાયર |
| વ્યાસ શ્રેણી | ૧/૨~૧૦ ઇંચ |
| પાઇપ લંબાઈ શ્રેણી | ૪~૮ મીટર |
| કોટિંગ પ્રકાર | ઝીંક |
| કોટિંગ વજન | ૫૦~૪૦૦ ગ્રામ/મી૨ |
| ક્ષમતા | 40000~80000T/વર્ષ |
સપાટીની તૈયારી અને સફાઈ
તમે સ્ટીલના પાઈપો સાફ કરીને શરૂઆત કરો છો. આ પગલું ગંદકી, તેલ અને અન્ય દૂષકોને દૂર કરે છે. જો તમે સફાઈ છોડી દો છો, તો ઝીંક કોટિંગ સારી રીતે ચોંટી શકશે નહીં. તમારે વેલ્ડ સ્લેગ, બર, મિલ સ્કેલ, વાર્નિશ, ઇપોક્સી, રેતી, તેલ આધારિત પેઇન્ટ, ક્રેયોન માર્ક્સ અને જાડા મીણ અથવા ગ્રીસ દૂર કરવાની જરૂર છે. તેલ અને ગ્રીસથી છુટકારો મેળવવા માટે તમે સોડિયમ હાઇડ્રોક્સાઇડ સાથે ડીગ્રીસિંગ બાથનો ઉપયોગ કરો છો. ડીગ્રીસિંગ પછી, તમે પાઈપોને પાણીથી ધોઈ નાખો છો. પછી તમે કાટ અને મિલ સ્કેલ દૂર કરવા માટે હાઇડ્રોક્લોરિક અથવા સલ્ફ્યુરિક એસિડનો ઉપયોગ કરો છો. આ પગલાને પિકલિંગ કહેવામાં આવે છે.
ટીપ: એસિડ સફાઈ પછી હંમેશા પાઈપોને કોગળા કરો જેથી એસિડના બધા અવશેષો દૂર થાય. આગલા પગલા પર આગળ વધતા પહેલા પાઈપોને સંપૂર્ણપણે સુકાવો.
સ્ટીલ પાઈપોને ફ્લક્સ કરવું
આગળ, તમે પાઈપોને ફ્લક્સ સોલ્યુશનમાં ડુબાડો. ફ્લક્સિંગ કોઈપણ બાકી રહેલા ઓક્સાઇડને દૂર કરે છે અને પાઈપોને ઝીંકથી કોટ કરતા પહેલા નવા ઓક્સિડેશનને અટકાવે છે. આ પગલા માટે તમે ઝીંક એમોનિયમ ક્લોરાઇડ સોલ્યુશનનો ઉપયોગ કરો છો. ફ્લક્સિંગ માટે શ્રેષ્ઠ તાપમાન 60 થી 80 °C ની વચ્ચે છે. આ તાપમાન ફ્લક્સને સ્ટીલની સપાટીને સારી રીતે સાફ કરવામાં મદદ કરે છે. મુખ્ય ફ્લક્સિંગ એજન્ટો ઝીંક ક્લોરાઇડ અને એમોનિયમ ક્લોરાઇડ છે. આ રસાયણો આયર્ન ઓક્સાઇડને દૂર કરે છે અને ઝીંકના પ્રવાહને સુધારે છે. ફ્લક્સિંગ તમને ઓછા ઝીંકનો ઉપયોગ કરવામાં અને કચરો ઘટાડવામાં પણ મદદ કરે છે.
- ઝીંક ક્લોરાઇડ: 60-80%
- એમોનિયમ ક્લોરાઇડ: 7–20%
- પ્રવાહીતા સુધારક એજન્ટો: 2–20%
- અન્ય સંયોજનો: નિકલ, કોબાલ્ટ, મેંગેનીઝ, સીસું, ટીન, બિસ્મથ, એન્ટિમોની

ઝિંક બાથમાં નિમજ્જન
પછી તમે પાઈપોને પીગળેલા ઝીંકના બાથમાં બોળી દો. સ્ટીલ પાઇપ હોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનો ઝીંક બાથને યોગ્ય તાપમાને રાખે છે, સામાન્ય રીતે 825 અને 870 °F (440–460 °C) ની વચ્ચે. તમે પાઈપોને 5 થી 15 મિનિટ માટે બાથમાં રાખો છો. આ સમય ઝીંકને સ્ટીલ સાથે જોડવા દે છે અને એક મજબૂત, સમાન કોટિંગ બનાવે છે. ઝીંક બાથ પાઇપના દરેક ભાગને આવરી લે છે, વેલ્ડની અંદર અને આસપાસ પણ.
નોંધ: જો તમે તાપમાન અથવા સમયને નિયંત્રિત નહીં કરો, તો તમને ફોલ્લા, ફોલ્લા અથવા છાલ જેવા ખામીઓ થઈ શકે છે.
ઠંડક અને અંતિમ સફાઈ
ઝિંક બાથમાંથી પાઈપો કાઢી નાખ્યા પછી, તમે તેમને ક્વેન્ચ ટાંકીમાં ઠંડુ કરો. ઠંડક ઝિંક અને હવા વચ્ચેની પ્રતિક્રિયાઓ બંધ કરે છે. પછી તમે કોઈપણ બચેલા રસાયણોને દૂર કરવા માટે પાઈપોને તાજા પાણીથી ધોઈ લો. જો તમે એસિડ ક્લિનિંગનો ઉપયોગ કર્યો હોય, તો પાઈપોને બીજી વાર ધોઈ લો. ભેજ ન રહે તેની ખાતરી કરવા માટે ગરમ હવાથી પાઈપોને સૂકવી દો. આ પગલું સપાટીને સ્વચ્છ રાખે છે અને સફેદ કાટને અટકાવે છે.
- તાજા પાણીથી ધોઈ લો
- ગરમ હવામાં સુકાવો
- પાઈપોને સૂકા વિસ્તારમાં રાખો
નિરીક્ષણ અને ગુણવત્તા પરીક્ષણ
કોટિંગ મજબૂત અને સમાન છે તેની ખાતરી કરવા માટે તમારે પાઈપોનું નિરીક્ષણ કરવું આવશ્યક છે. તમે દ્રશ્ય તપાસ, જાડાઈ માપન અને એકરૂપતા માટે પરીક્ષણોનો ઉપયોગ કરો છો. તમે ખરબચડી, કાટ અને નુકસાન માટે પણ તપાસ કરો છો. તમે પાઈપનું કદ માપો છો અને લીક માટે જુઓ છો. તમે ASTM A500 અને EN 10219 જેવા ધોરણોનું પાલન કરો છો. આ ધોરણો તમને ખાતરી કરવામાં મદદ કરે છે કે પાઈપો ટકી રહેશે અને કાટનો પ્રતિકાર કરશે.
નિરીક્ષણ તકનીક વર્ણન દ્રશ્ય નિરીક્ષણ સરળતા, ખામીઓ અને કાટ માટે તપાસો સ્તરની જાડાઈ કોટિંગની જાડાઈ માપવા માટે મીટરનો ઉપયોગ કરો એકરૂપતા છાલ અથવા અસમાન કોટિંગ માટે જુઓ ખરબચડીપણું સપાટીની ખરબચડીતાનું પરીક્ષણ કરો કાટ નિરીક્ષણ સ્ક્રેચ અથવા નુકસાન શોધો વેલ્ડીંગ ગુણવત્તા તિરાડો અથવા સ્લેગ માટે તપાસો રાસાયણિક રચના યોગ્ય ઝીંક અને સ્ટીલ સામગ્રી માટે પરીક્ષણ યાંત્રિક વર્તન તાકાત અને સુગમતા માપો પરિમાણીય નિરીક્ષણ વ્યાસ, જાડાઈ અને લંબાઈની પુષ્ટિ કરો લોગો અને માર્કિંગ સાચા લેબલ્સ માટે તપાસો લિકેજ ટેસ્ટ ખાતરી કરો કે પાઈપોમાં તિરાડો કે છિદ્રો ન હોય સલામતી રીમાઇન્ડર: સ્ટીલ પાઇપ હોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનોનો ઉપયોગ કરતી વખતે હંમેશા સલામતીના નિયમોનું પાલન કરો. નુકસાન માટે પાઈપોનું નિરીક્ષણ કરો અને કાટ અટકાવવા માટે પાણીની ગુણવત્તા સારી છે તેની ખાતરી કરો.
સ્ટીલ પાઇપ હોટ-ડીપ ગેલ્વેનાઇઝિંગ સાધનોના ફાયદા

કાટ અને કાટ સામે શ્રેષ્ઠ રક્ષણ
જ્યારે તમે ઉપયોગ કરો છો ત્યારે તમને કાટ સામે મજબૂત રક્ષણ મળે છેસ્ટીલ પાઇપ હોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનો. ઝીંક કોટિંગ એક જાડા અવરોધ બનાવે છે જે પાણી, હવા અને રસાયણોને સ્ટીલથી દૂર રાખે છે. આ અવરોધ પેઇન્ટ અથવા પાતળા કોટિંગ કરતાં વધુ સારી રીતે કાર્ય કરે છે. જો કોટિંગ ખંજવાળ આવે તો ઝીંક સ્ટીલનું રક્ષણ પણ કરે છે. ઝીંક પહેલા કાટ લાગશે, જેનાથી સ્ટીલ નીચે રહેલું બચશે.
- જાડા ઝીંકનું સ્તર કઠોર હવામાન અને રસાયણોનો સામનો કરે છે.
- તમે આ પદ્ધતિનો ઉપયોગ પુલ, રેલિંગ અને આઉટડોર પાઈપો માટે જુઓ છો કારણ કે તે લાંબા સમય સુધી ચાલે છે.
- ઝીંક કોટિંગ અવરોધ અને બલિદાન બંને સુરક્ષાનો ઉપયોગ કરે છે, તેથી સપાટીને નુકસાન થાય તો પણ તમારા પાઈપો સુરક્ષિત રહે છે.
વૈજ્ઞાનિક અભ્યાસો દર્શાવે છે કે ઝીંક ZnO અને Zn5Cl2(OH)8 જેવા ખાસ સંયોજનો બનાવે છે, જે કાટને ધીમો પાડે છે અને કઠિન વાતાવરણમાં પાઈપોને મજબૂત રાખે છે.
મિકેનિઝમ વર્ણન અવરોધ સુરક્ષા ઝીંકનું સ્તર પાણી અને હવાને સ્ટીલ સુધી પહોંચતા અટકાવે છે. બલિદાન રક્ષણ ઝીંક સ્ટીલ પહેલાં કાટ લાગી જાય છે, જો ખંજવાળ આવે તો પણ તેનું રક્ષણ કરે છે. કુદરતી હવામાન સમય જતાં, ઝીંક વધારાના સ્તરો બનાવે છે જે વધુ રક્ષણ ઉમેરે છે. વધેલી ટકાઉપણું અને દીર્ધાયુષ્ય
ગેલ્વેનાઈઝ્ડ પાઈપો દાયકાઓ સુધી ચાલશે તેવી અપેક્ષા રાખી શકાય છે. ઝીંક કોટિંગ જેટલું જાડું હશે, તમારા પાઈપો તેટલા લાંબા સમય સુધી ચાલશે. ઉદાહરણ તરીકે:
કોટિંગનો પ્રકાર મધ્યમ વાતાવરણમાં અપેક્ષિત આયુષ્ય જી30 ૫-૧૦ વર્ષ જી90 20 વર્ષ કે તેથી વધુ મોટાભાગના ગેલ્વેનાઈઝ્ડ પાઈપો લગભગ 40 થી 50 વર્ષ સુધી ચાલે છે. સૂકા સ્થળોએ, તે વધુ લાંબા સમય સુધી ટકી શકે છે. જો તમે સ્ટીલ પાઇપ હોટ-ડિપ ગેલ્વેનાઇઝિંગ સાધનોનો ઉપયોગ કરો છો, તો તમે તમારા પાઈપોને ઘણા વર્ષો સુધી કાટ અને નુકસાનનો પ્રતિકાર કરવામાં મદદ કરો છો.
- ઓછી ભેજવાળા વિસ્તારોમાં પાઇપ 70 વર્ષ સુધી ટકી શકે છે.
- ભીના અથવા ખારા સ્થળોએ, આયુષ્ય ઓછું હોઈ શકે છે, પરંતુ હજુ પણ અનકોટેડ સ્ટીલ કરતા ઘણું લાંબુ હોય છે.
ખર્ચ-અસરકારકતા અને ઓછી જાળવણી
ગેલ્વેનાઈઝ્ડ પાઈપોથી તમે સમય જતાં પૈસા બચાવો છો. શરૂઆતનો ખર્ચ પેઇન્ટ કરતા થોડો વધારે છે, પરંતુ તમે સમારકામ અને જાળવણી પર ઓછો ખર્ચ કરો છો. અહીં એક ઝડપી સરખામણી છે:
રક્ષણ પદ્ધતિ પ્રારંભિક ખર્ચ આયુષ્ય (વર્ષો) જાળવણી ખર્ચ એનપીવી હોટ-ડીપ ગેલ્વેનાઇઝિંગ ૧૦૦ 25 0 ૧૦૦ પેઇન્ટ સિસ્ટમ 90 8 ૧૬૯ ૧૬૯ ગેલ્વેનાઈઝ્ડ પાઈપોને ઓછી સફાઈ અને ઓછી સમારકામની જરૂર પડે છે. તેમના મજબૂત કોટિંગનો અર્થ એ છે કે તમારે વારંવાર કાટ કે લીક થવાની ચિંતા કરવાની જરૂર નથી. આ તેમને મોટા પ્રોજેક્ટ્સ અને એવા સ્થળો માટે એક સ્માર્ટ પસંદગી બનાવે છે જ્યાં તમે પાઈપો લાંબા સમય સુધી ટકી રહેવા માંગો છો.
હોટ-ડીપ ગેલ્વેનાઇઝિંગ સાધનો તમને ઘણા વર્ષો સુધી સ્ટીલ પાઈપોનું રક્ષણ કરવામાં મદદ કરે છે. તમને વિવિધ વાતાવરણમાં વિશ્વસનીય કામગીરી મળે છે.
- લાંબા ગાળાની ટકાઉપણું પર્યાવરણીય પરિસ્થિતિઓ પર આધાર રાખે છે.
- નિષ્ણાતો કહે છેદરેક પ્રક્રિયા પગલું અસર કરે છેકોટિંગ ગુણવત્તા અને શક્તિ.
પગલું અસરકારકતા પર અસર સફાઈ સંલગ્નતા સુધારે છે અને ખામીઓને અટકાવે છે અથાણું સરળતા અને ગુણવત્તાને અસર કરે છે ફ્લક્સિંગ સમાન ઝીંક પ્રવાહ સુનિશ્ચિત કરે છે નિમજ્જન જાડાઈ અને આંતરિક ગુણવત્તાને નિયંત્રિત કરે છે નિરીક્ષણ કોટિંગ ધોરણોને પૂર્ણ કરે છે તેની પુષ્ટિ કરે છે
પોસ્ટ સમય: સપ્ટેમ્બર-૧૧-૨૦૨૫